Qolib quyish
To'qimalarni quyish jarayoni eritilgan metallni yuqori bosim ostida qolipga bosish, eshik apparat qismlarining turli xil murakkab shakllarini hosil qilishdir. Metallning sovishini va qotib qolishini oldini olish uchun bu jarayon juda qisqa vaqt ichida bajarilishi kerak. Suyuq metall qolipga AOK qilingandan so'ng uni sovutish va mustahkamlash kerak. Sovutish jarayoni odatda qismning o'lchamiga va shakliga qarab bir necha soniyadan bir necha daqiqagacha yakunlanadi. Sovutgandan so'ng, qism qolipdan chiqariladi va keyinroq qayta ishlanadi.

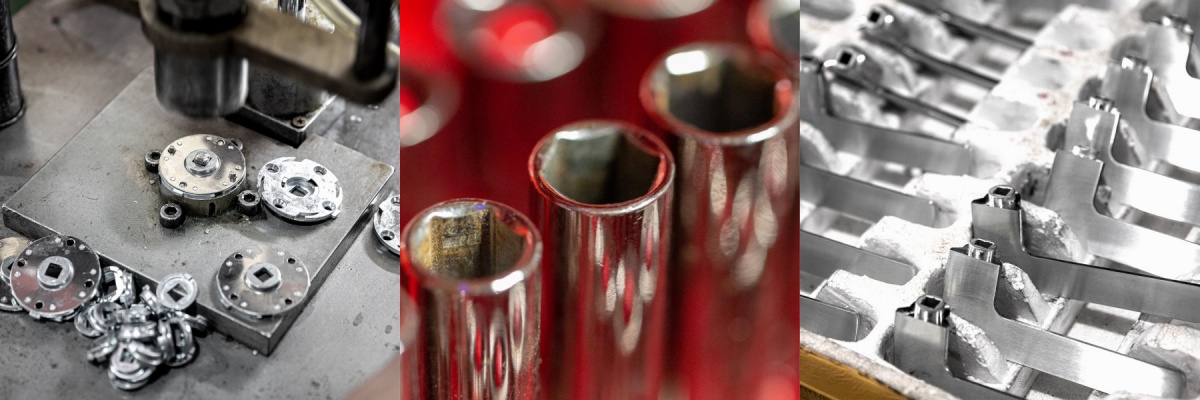
Ishlov berish
Olib tashlangan bo'shliqlar va quyma quymalarga odatda pardani tozalash, sirtga ishlov berish, ishlov berish (burg'ulash, teginish) kabi ba'zi keyingi ishlov berish tartib-qoidalari kerak bo'ladi. Ushbu protseduralar dizayn talablariga javob beradigan qismlarning sirt sifati va o'lchov aniqligini oshirishi mumkin.
CNC (Kompyuterning raqamli boshqaruvi)
CNC jarayoni dastgohlarning harakatlanishi va ishlashini nazorat qilish uchun kompyuter dasturlarini ishlatadi va eshik apparat qismlari uchun turli xil kesish, frezalash, tornalash, burg'ulash va boshqa ishlov berish vazifalarini samarali va aniq bajarishi mumkin.
CNC dastgohlari inson aralashuvisiz uzluksiz ishlashi mumkin, bu esa ishlab chiqarish samaradorligini sezilarli darajada oshiradi. Murakkab qismlarni qayta ishlash muddati sezilarli darajada qisqartiriladi va ishlab chiqarish aylanishi sezilarli darajada kamayadi.
Dasturlar va asboblarni o'zgartirib, CNC dastgohlari turli qismlarni qayta ishlash ehtiyojlariga tezda moslasha oladi. Ushbu moslashuvchanlik CNC jarayonini kichik partiyalar, mijozlar tomonidan moslashtirilgan ishlab chiqarish modellari uchun mos qiladi.

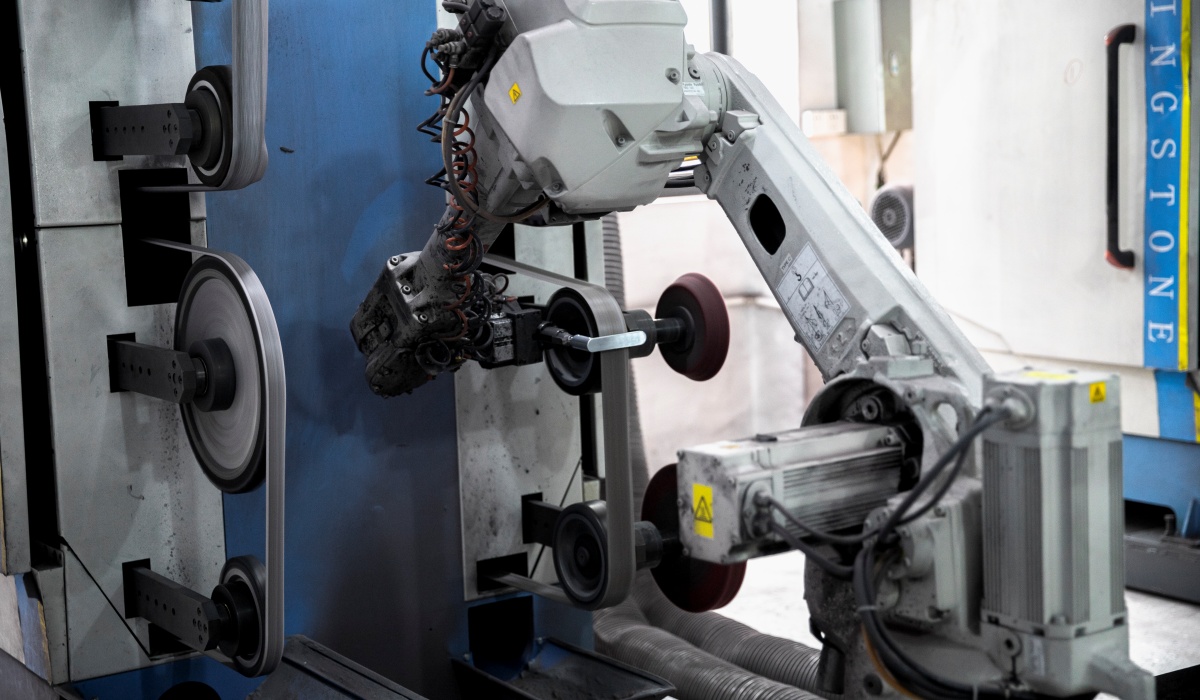
Jilolash
Jilo har doim muhim ahamiyatga ega. Bizda 15 ga yaqin tajribali ishchilar bilan o'z abraziv zavodimiz bor. Avvalo, biz qo'pol (katta abraziv don) abraziv belbog'lardan "chiroqlar" va "eshik belgilari" ni parlatish uchun foydalanamiz. Ikkinchidan, biz shakllarni jilolash uchun nozik (kichik abraziv don) abraziv kamarlardan foydalanamiz. Nihoyat, biz porloq yuzani parlatish uchun paxta g'ildiragidan foydalanamiz. Shu tarzda, elektrokaplama havo pufakchalari va to'lqinlarga ega bo'lmaydi.

Yuzaki ishlov berish jarayoni: elektrokaplama / buzadigan amallar bo'yoq / anodizatsiya
Uskuna mahsuloti yuzasidagi aralashmalar ishlov berilgandan so'ng, rang qo'shish vaqti keldi. Bu jarayon "galvanik qoplama" deb ataladi va bu jarayondan o'tgan mahsulot elektrolizlangan qismlar deb ataladi.
Assambleya
Tutqich va taglikning kombinatsiyasi: tutqich qismini va taglikni vintlar yoki qisqichlar bilan birlashtiring va har bir qism orasidagi aloqa mustahkam va bo'shashmasligiga ishonch hosil qiling.
Funktsional test: Yig'ishdan so'ng, aylanish, kalit va boshqa operatsiyalar silliq va tiqilib qolmasligi uchun eshik tutqichida funktsional sinovni o'tkazing.
